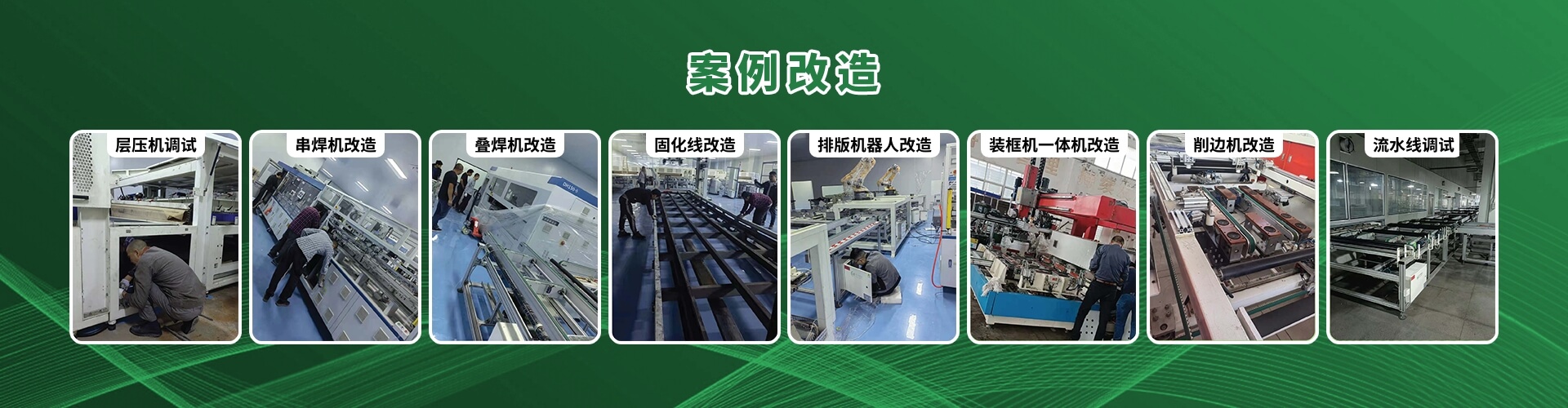
工藝流程
鋁合金邊框已經被涂硅膠或電池板已經被纏上羅曼膠帶】(前期準備)→【裝框機的傳輸帶承接來自存料區的電池板→電池板定位至組框中心位置→同時被降落至組框位置電池板被負壓吸附-矯平;→在長、短邊推板上面分別放置長、短邊鋁邊框→長、短邊框分別被定位、夾緊→兩個長邊推板壓緊至電池組件的寬度尺寸→兩個短邊推板同步壓緊至電池組件的長度尺寸→長、短邊推板同時退出→解除電池板負壓吸附、傳輸帶托起電池組件→輸送出電池組件至后續工序】(ZKAPS-1裝框機來完成)
層壓機工作原理 分布式光伏發電系統形式




工藝流程
鋁合金邊框已經被涂硅膠或電池板已經被纏上羅曼膠帶】(前期準備)→【裝框機的傳輸帶承接來自存料區的電池板→電池板定位至組框中心位置→同時被降落至組框位置電池板被負壓吸附-矯平;→在長、短邊推板上面分別放置長、短邊鋁邊框→長、短邊框分別被定位、夾緊→兩個長邊推板壓緊至電池組件的寬度尺寸→兩個短邊推板同步壓緊至電池組件的長度尺寸→長、短邊推板同時退出→解除電池板負壓吸附、傳輸帶托起電池組件→輸送出電池組件至后續工序】(ZKAPS-1裝框機來完成)
層壓機工作原理 分布式光伏發電系統形式
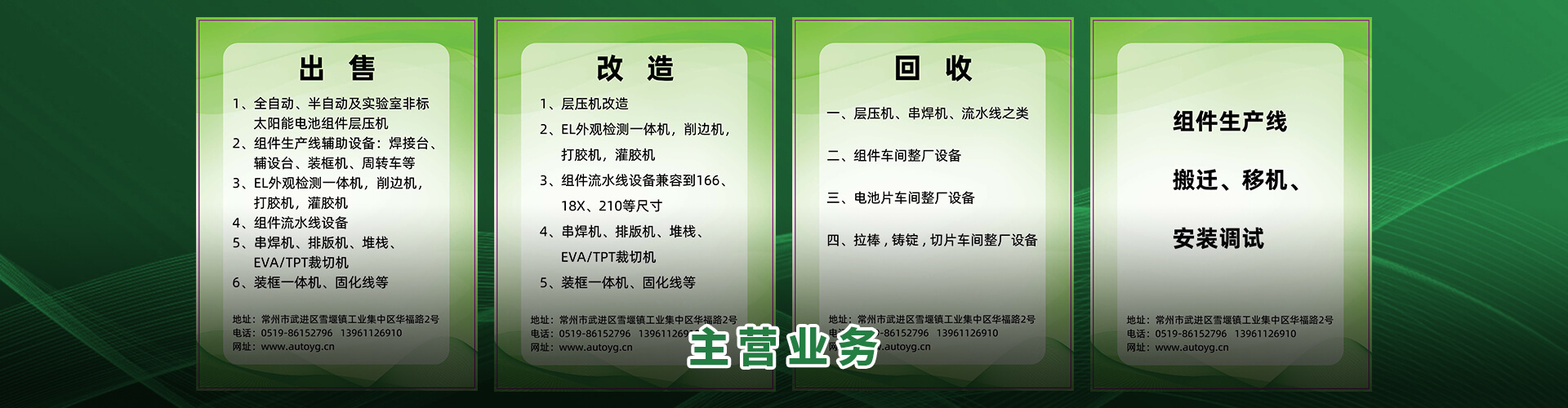
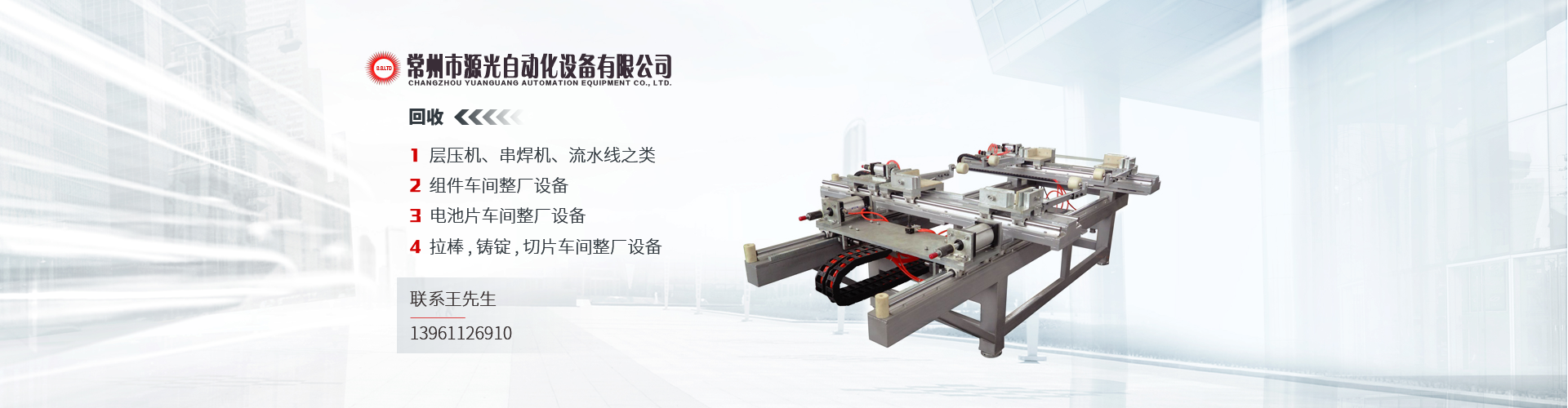
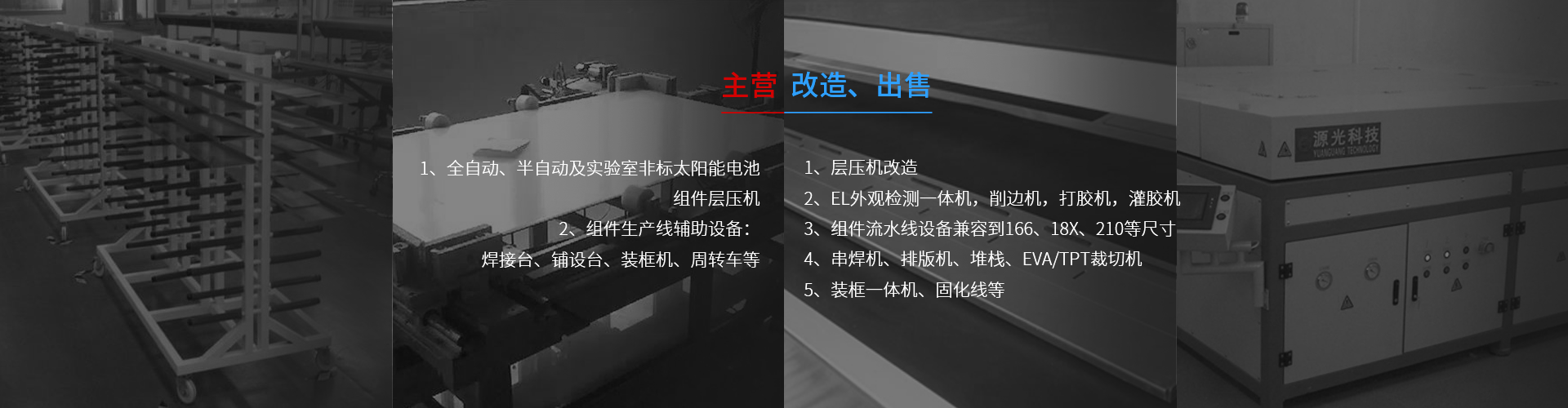
常州市源光自動化設備有限公司專業從事太陽能組件、電池片、拉棒、鑄錠、切片等設備的回收。
備案號:蘇ICP備2021034889號-1 | 網站地圖 XML地圖

